Honda for their F1 V8 developed, manufactured and dyno validated ready to race a hollow 4 piece crankshaft with all 4 pieces friction welded together, weight saving of more than 1kg was achieved apart from other important oiling problems having been eliminated. The splits were at the center of the length of main bearing journals 2, 3 and 4. The material used was high-strength GKHYW (corresponding to AFNOR 32 CDV13) with the removal of the brittle layer of the oil holes. This crankshaft was never raced as when it was dyno race validated the rule banned hollow crankshafts.
A quick Google search for "Honda F1 papers" should turn up the originals for these. Worth the effort if you geek on this stuff. They have a lot more to say on crankshaft development in this paper.
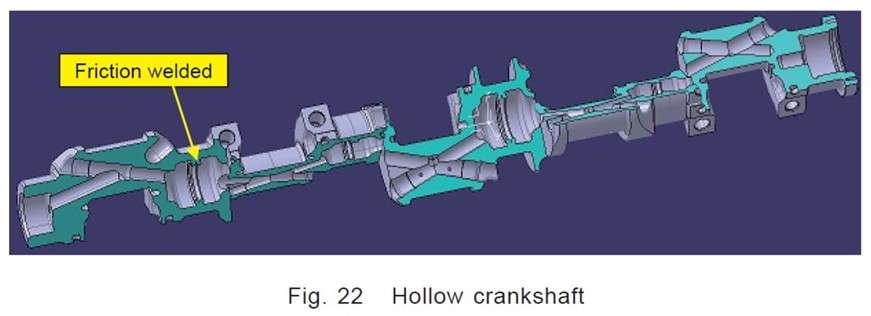
Honda hollow crankshaft.
Starting in 2004 a Honda program produced a V10 crank in which the 34mm pins had a 6mm wall thickness. The jointing process was friction-welding. 5-pieces were preheated and forced together in turn (rotating x stationary) at 1900rpm under a 10 tonne load. The joint strength was equal to the base material. The interior passage was cleaned to be suitable for oil-flow by barrel-finishing. The crank mass for the intended 2005 application (3-litre V10) with added tungsten counter weights, was reduced by 7.8% from 10.6kg for the solid assemble to 9.5kg.
“Cosworth have also tried a welded crank TJV10”. Cosworth did toyed with a welded-up crank, but they decided that the welds could not be sufficiently crack tested. This toyed with process was intended to hollow-up the crank and not intended for the use of a roller bearing crankshaft. A build-up crankshaft for roller bearing use, the bearings are assembled on the journals before the parts are build-up. Welding the crank-journals at their respective centers cannot be done with the bearing on the journal, and that is besides the welded-up journal having to be machined finished after welding. Peugeot V10 was the last F1 engine to use a roller bearing crankshaft. They used a one piece crank with normal split big-end and main caps with split roller gauges and outer races with the rollers running directly on the crank material.
Adding to savior stivala's comments on the hollow Honda crank: In the tech paper Honda talks about all of the benefits derived from having the large volume of oil captured inside the crank: Vibration damping (Not an anticipated benefit on my part.), solving some 'instantaneous negative oil pressure situations', and better CG as they intended to use that volume as an oil tank...