The 12 cylinder 312B, 917, Cisitalia and Alfa Romeo people do calls them flat-12 but that is not appropriate because It leads to some believing and calling them opposed piston/horizontal opposed piston engines/boxer engines. The above three makes were all of the 180 degree V-12 configuration. The 180 degree configuration makes them a flat engine, the V with number of cylinders behind it distinguishes between a horizontally opposed piston and a V configuration plus the cylinder count.
1970 Matra MS12 3-litre V12:French aerospace company SA Engins Matra found itself in the automobile business in 1964 when it acquired the small sports-car company of Rene Bonnet. Acquiring with it a taste for automotive competition, Matra used its excellent government contacts to obtain a grant of FFr 6 million towards the construction of France’s own V12 Formula 1 engine. Matra’s head of engine design, Georges Martin, quietly negotiated a contract with BRM to design much of the engine, but this was annulled when Sir Alfred Owen spoke indiscreetly about it to an industry gathering. Nevertheless Matra’s V12 did manifest some BRM characteristics.
Launched in 1967, Matra’s first V12 had 4-valve combustion chambers with the valves included angle at 56 degrees, requiring a deep chamber and high-domed piston. Martin was already well aware that this was not ideal. The MS9’s output of 390bhp@10500rpm was good but not – Matra knew - up to the standard of the Ford Cosworth V8, especially in combination with the 12’s relatively high fuel consumption.
While the MS9 (MS = MATRA SPORT) went into action, Martin in Paris built a single-cylinder test engine with narrower valve angle and a flatter piston top. A single 10mm central spark plug for the chamber was kept, but the narrower angle forced the inlet ports away from the centre of the head – where they had been on the MS9 – and back to the centre of the vee of the complete engine. Based on these tests major engine revisions were made in time for the 1970 season.
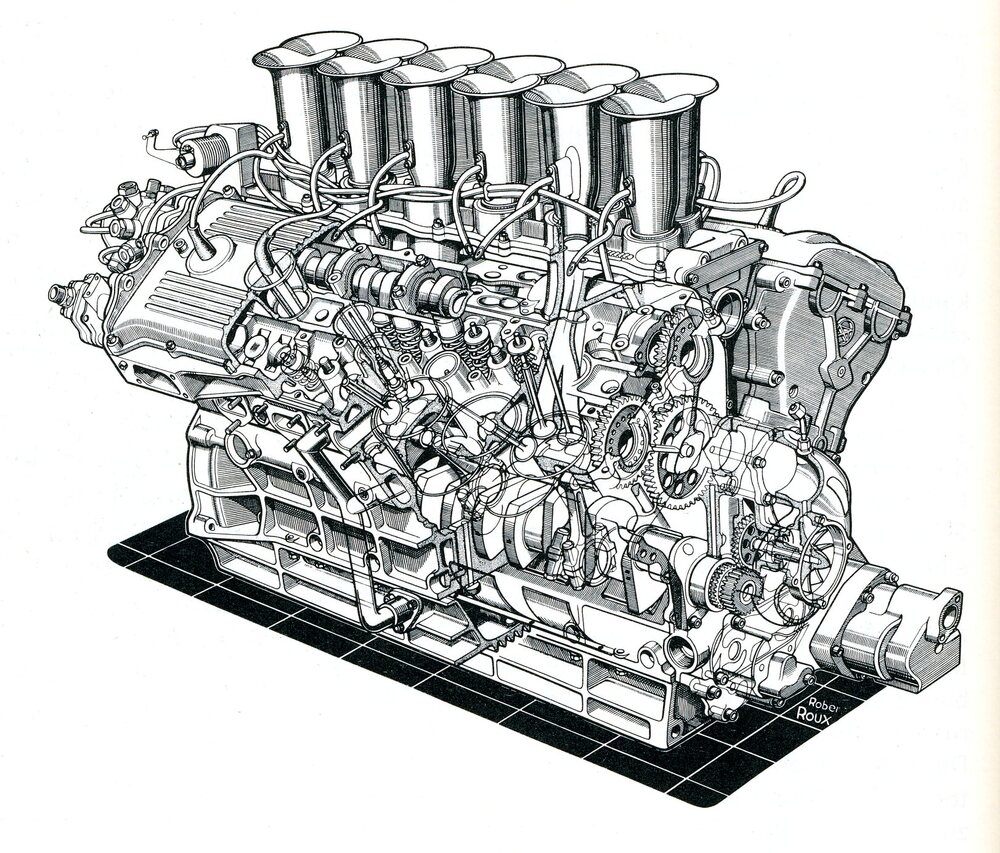
Under the finned magnesium cam covers of the new MS12 V-12 were inlet valves inclined at 16 degrees and exhaust valves at 17-1/2 degrees for a total included angle of 33-1/2 degrees. The inlet valves were made of 30NCD16 nickel-chrome-molybdenum steel and had 31mm heads, while the exhaust valves were 27mm in diameter. A later development of the 1970 engine had the valves 33 and 27.2mm in diameter. Both valves had bronze guides and nickel-bronze seats, which were inserted after being shrunk in liquid nitrogen.
To keep them small and light, the inverted-cup tappets did not extend down around the dual-coil valve springs. the latter were individually checked before assembly by cycling them at a speed equivalent to 14000rpm for 6-hours in a special rig. The tappets slid directly in their bores in the removable light-alloy carrier for the tappets and cams that was affixed to the top of each head.
Bimetal bearing inserts carried the 7-bearing hardened-steel camshafts. A train of narrow case-hardened spur gears at the front of the block drove the camshafts. Running in ball and roller bearings, the gears and their shafts were supported by the block and a bolted-in aluminum plate, the whole being encased by a magnesium front engine cover.
The single central 12-bladed water pump was driven by the lower-speed gear directly above the crank nose. Its output was piped to a large gallery down the centre of the 60 degree vee, from which coolant flowed outward around the wet cylinder liners, before rising into the heads and being drawn off by a manifold that was integrated with the central casting that carried the slide throttles and vertical injection ram pipes.
Located below the crankshaft in the MS9, the oil scavenge and pressure pumps were taken out of the sump and mounted ahead of the front end of the engine, below the water pump, to help lower the installed profile of the MS12. Separate scavenge pick-ups were sited at the front and rear of the cast-magnesium sump. Study of the Cosworth V8 led to a tighter encasement of the crank for reduced windage losses, above a curved baffle that aimed to keep outgoing oil away from the crank webs.
Matra’s 1970 plan was to use the engine as part of the chassis, Cosworth-style. The sump casting was designed to take most of the lower-level stresses, while those at the top were fed into the new cam-tappet layer bolted atop each cylinder head. The later like the block were cast of AS9KG aluminum alloy. Combustion chambers were very shallow in the surface of the heads, which were retained by 14-studs. Additional sealing security on the exhaust side was provided by 6-cap screws from the block up into the heads. The compression ratio was 11:1.
Because the MS9 fully-counterbalanced steel crankshaft was one of the most expensive parts of the engine to make, machined as it was in the manufacturing pipeline, it was carried over generally untouched to the MS12 with side-by-side rod big ends. Retained were the 52mm main bearings and their cups, which were held in the deep-sided block by 2-vertical studs and 2-side-bracing cap screws. Also carried over were the 116mm long titanium con-rods with their 44mm big-ends running, like the mains, on trimetal Vandervell bearings. The matching faces of their big-ends were given special surface treatment to avoid the scuffing to which titanium is prone.
A bushing at the small end held the 21mm gudgeon pin, which was held in the piston by circlips. Forged of aluminum and fully skirted, the flat-topped pistons carried 2-Dykes type compression rings and 1-oil ring. In some installations only a single compression ring was used. Wrapped around the crankshaft was a new aluminum block-cum-crankcase that was based on the previous design but extensively improved. Its exterior ribbing was simplified and realigned to suit the 12’s new chassis-structural role.
Cylinder liners of forged steel were clamped by the head at the top of the block and were a press-fit in the block at their lower ends, where they were grooved for the very top of its travel, the full vertical movement of the piston was cooled. Carried over from the MS9 were its markedly oversquare cylinder dimensions of 79.7mm x 50mm for 2993cc, the largest bore and shortest stroke among the then-current Grand Prix 12-cylinder engines.
As on the MS9, the MS12’s accessories were at the back. The ignition distributor and Lucas injection metering unit were driven from the rear of the inlet camshafts and the alternator was turned by the left-hand exhaust camshaft. Injection took place through a nozzle sited in the centre of the ram-pipe above the throttle slide.
Late in 1969 Matra was ready to put the MS12 to the test on its dynamometer at Saclay, 5-km from the handsome Matra plant at Velizy, an aerospace centre south of Paris. The results showed that the new narrower V12 equaled the Cosworth V8’s power to 10000rpm and had the potential to rev higher. In fact the Matra engine were celebrated in their day for a high-pitched wail at speed that was unmatched by any other GP competitor. The new cylinder heads brought a substantial improvement to 450bhp@11000rpm. Maximum torque at 8000rpm, was 253 lbs/ft.
Initial tests in a Matra chassis at the Bugatti Circuit at Le Mans and at Albi suggested that the MS12 would also be quicker on the road than the Cosworth-powered car. Matra built the new MS120 GP car for 1970, fabricating its chassis to aerospace standards in an enclave in its main missile and satellite shop. The MS12 came into its own in the open MS660 sports-prototype build around-it. It demonstrated its speed in 1971 and then in 1972, in developed MS670 form, achieved Matra’s goal of Le Mans victory. This basic engine was still used in 1973 and 1974, when Matra won both the constructors championships.
Specifications:
Cylinders V12.
Bore 79.9mm.
Stroke 50mm.
Stroke/bore ratio 0.63:1.
Capacity 2993cc.
Compression ratio 11:1.
Con-rod length 116mm.
Rod/crank radius ratio 4.6:1.
Main bearing journal 52mm.
Rod journal 44mm.
Inlet valve 31mm.
Exhaust valve 27mm.
Inlet pressure 1.0 Atm.
Engine weight 168kg.
Peak power 450bhp@11000rpm.
Piston speed corrected 22.8m/s.
Peak torque 343Nm@8000rpm.
Peak bmep 209psi.
Engine bhp per litre 150.4bhp/litre.
Engine weight per bhp 0.37kg/bhp.
The 12 cylinder 312B, 917, Cisitalia and Alfa Romeo people do calls them flat-12 but that is not appropriate because It leads to some believing and calling them opposed piston/horizontal opposed piston engines/boxer engines. The above three makes were all of the 180 degree V-12 configuration. The 180 degree configuration makes them a flat engine, the V with number of cylinders behind it distinguishes between a horizontally opposed piston and a V configuration plus the cylinder count.
You may be right, but the term "180 degree V-12" sounds contradictory to me. If the cylinder banks are 180* apart it becomes a "Horizontally opposed 12". If you draw the letter "V" with 180* included angle it doesn't look like a V any more.
Why it should matter whether it is a "boxer" or not is a mystery to me. The classic Ferrari "Berlinetta Boxer" engines had six crankpins and were therefore not true "Boxer" but who cares?
The 12 cylinder 312B, 917, Cisitalia and Alfa Romeo people do calls them flat-12 but that is not appropriate because It leads to some believing and calling them opposed piston/horizontal opposed piston engines/boxer engines. The above three makes were all of the 180 degree V-12 configuration. The 180 degree configuration makes them a flat engine, the V with number of cylinders behind it distinguishes between a horizontally opposed piston and a V configuration plus the cylinder count.
You may be right, but the term "180 degree V-12" sounds contradictory to me. If the cylinder banks are 180* apart it becomes a "Horizontally opposed 12". If you draw the letter "V" with 180* included angle it doesn't look like a V any more.
Why it should matter whether it is a "boxer" or not is a mystery to me. The classic Ferrari "Berlinetta Boxer" engines had six crankpins and were therefore not true "Boxer" but who cares?
"you may be right, but the term "180 degree V12" sounds contradictory to me". Yes I am sure am right and so to me, contrary to you, it sounds contradictory only to argue otherwise.
"if the cylinder banks are 180 degree apart it becomes a "horizontally opposed 12. if you draw a letter 'V' with 180 degree included angle it doesn't look like a 'V' any more". No, the cylinder banks being 180 degree apart it doesn't become a "horizontally opposed 12" unless the opposed piston con-rods rides on a separate crank-pin.
"why it should matter whether it is a "boxer". but who cares?". It certainly matter to me, if for nothing due to respect to others interested and following but (with all due respect) not being up-to-speed with technical design matters, something of which I will never lose sight off. and lastly, I do care, and a lot at that, due to respect to others as explained.
To call a flat line a vee is odd, actually. Nothing worth arguing about there. An anachronism is what you call that? Anyway, something like 'shared-throw flat 12', 'shared-pin flat 12', would be more accurate. Not all vee engines have shared crank pin cylinder pairs, either, if you want to get more pedantic.
To call a flat line a vee is odd, actually. Nothing worth arguing about there. An anachronism is what you call that? Anyway, something like 'shared-throw flat 12', 'shared-pin flat 12', would be more accurate. Not all vee engines have shared crank pin cylinder pairs, either, if you want to get more pedantic.
I do rather be called ‘pedantic’ than dish-out incorrect information or mislead others.
Yes, not all vee engines have shared crank pins. but they are still of vee design configuration.
An opposed piston engine:- when two pistons are facing each other and operating in the same cylinder.
An opposed cylinder engine:- when two opposed cylinders are arranged horizontally and are on the same centre line.
A boxer engine:- when cylinders are arranged horizontally opposed and each con-rod rides on its own crank-pin.
A vee engine:- when cylinders are arranged in a vee having a bank angle from the narrowest bank angle possible to the widest possible of 180 degrees.
A flat engine:- When cylinder are arranged horizontally.
A 'W' engine:- When cylinder banks arrangement resemble the letter "W'.
A radial engine:- When cylinders arrangement radiate outwards from a central crankcase.
opposed-piston engines are 'flat' horizontally (or 'flat' vertically of course)
maybe that's how today's 'correct' naming for a flat twin, flat 4, flat 6 or flat 8 got to be horizontally-opposed (by mistake)
a colleague once questioned the term horizontally-opposed - having used 9000 hp Doxford (opposed-piston) marine engines
opposed-piston engines are 'flat' horizontally (or 'flat' vertically of course)
maybe that's how today's 'correct' naming for a flat twin, flat 4, flat 6 or flat 8 got to be horizontally-opposed (by mistake)
a colleague once questioned the term horizontally-opposed - having used 9000 hp Doxford (opposed-piston) marine engines
An opposed piston engine where two pistons are facing each other and operating in the same cylinder also come in a ‘triangle’ arrangement (Deltic).
there were tens of thousands of single-bank opposed-piston engines before any Deltic
starting with o-p steam engines then o-p gas engines, still in the 19th century
even o-p steam/diesel marine engines and of course o-p diesel marine engines
that's why I suggested the h-o term came about by accident
and how about the 'horizontally-opposed' Steyr 50 and 55 car engines ?
not truly h-o as they were 178 deg Vs -so not 'flat'
and a flat twin (Lawrance) that you'd have to call a 180 deg V
Although few in number were around there was also the out-of-round negative engine that everybody avoided because it produced such toxic exhaust gases.
there were tens of thousands of single-bank opposed-piston engines before any Deltic
starting with o-p steam engines then o-p gas engines, still in the 19th century
even o-p steam/diesel marine engines and of course o-p diesel marine engines
that's why I suggested the h-o term came about by accident
and how about the 'horizontally-opposed' Steyr 50 and 55 car engines ?
not truly h-o as they were 178 deg Vs -so not 'flat'
and a flat twin (Lawrance) that you'd have to call a 180 deg V
Some 'OP engines used just one crankshaft, while some used two, still the 'deltic' used three crankshafts.
An 'opposed piston engine design should not be confused with a 'flat' engine, of which are horizontally opposed with one piston per cylinder, and have a cylinder heads.